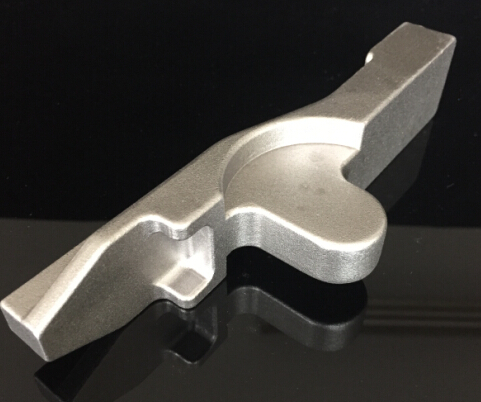
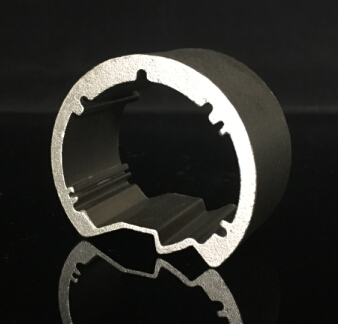
First, what is a tight stainless steel casting
In the production of stainless steel products, the product of some strange shape, can not be carried out when the production of pipe and other technology for the production of such an irregular shape (internal hollow or solid) product, a use of wax used to make sand molds → → liquid filling material molding process.
Advantages: You can make a lot of different styles of products according to different wax.
Disadvantages: the molding material accuracy is not high, the surface roughness is large.
Second, the casting process
1, depending on the shape of the product do die. On the lower die mold parting ways, by car, plane, milling, erosion, EDM, and other
Comprehensive process is completed. Pit shape, size, consistent with the product side. Because the wax mold is mainly used for industrial use wax-pressure, so we choose not high melting point, high hardness, low requirements, cheaper, lighter aluminum alloy material of the mold.
2, the use of aluminum mold to produce a large number of industrial wax solid core model. Under normal circumstances, a solid core of industrial wax model can only
Corresponds to an a blank product.
3, wax surrounding headroom finishing, deburring multiple single wax will stick to the (also known as group tree) prepared in advance
Head mold, the wax mold die also produce industrial solid core model with wax. (Looks much like a tree)
4, which has been fixed at the head of the plurality of mold wax painted after the first layer of industrial glue evenly sprayed sand (sand a fire resistant, resistant to high
Temperature, generally using silica sand). This sand particles are very small, very thin, this will ensure that the final rough surface smooth as possible.
5, set at room temperature (or heated) under the first layer of fine sand sprayed let the wax dry naturally, but it can not affect the internal wax shape change, natural drying time depends on the complexity of the product itself inside, generally fine casting the first air drying time of about 5-8 hours.
6, for the first time after spraying sand and dry naturally, continue on industrial glue (silicon dissolved pulp) on the surface of the wax mold, and the second layer of spray
Sand, sand the first layer a second layer of sand particle size than before to big to coarse. After the second layer of sand after spraying is set at a constant temperature so that the wax mold to dry naturally.
7, the second after spraying sand and natural air-dried, and so on for the third blast, blasting the fourth, fifth sandblasting workers
sequence. Requirements: - according to the requirements of the product surface, volume size, weight and other times blasting adjusted accordingly. Sandblasting is generally 3-7 times the number. - Each blasting grit sizes are not the same, usually sand after the procedure than before the procedure coarse sand, dried length of time is not the same. Usually a complete wax mold sand production cycle for 3 to 4 days.
8, the blasting process is complete wax mold before baking step, and then evenly coated with a layer of white latex industry (silicon dissolved pulp), to serve as bonding and curing sand, and a sealing wax effect, after Road baking step to prepare. Meanwhile, after the baking process, but also improve the brittleness of sand, sand easy to crack, remove the blank.
9, the baking step
It will be fixed in the mold head and complete the process of blasting air-dried wax mold into a closed metal special oven heating (common is
Burning kerosene vapor stove). Because industry is not high melting point wax, a temperature of about 150 ゜, heated wax melted wax formation water flowing along the gate, this is the lost-wax process. After the wax off wax just an empty shell sand. The key is to use this precision casting sand with empty shell. (Usually this wax can be reused many times, but these must be re-wax filter, or do not clean wax can affect the quality of the rough surface, such as: surface sand holes, pitting, but will also affect the shrinkage of the cast product).
10, baked shell sand
In order to finish off the wax shell sand more robust and stable, before pouring water into the stainless steel, sand must bake shell, usually at a temperature
High (a temperature of about 1000 ゜) fire in baking.
11, will have a high temperature to dissolve into liquid water into a stainless steel finished off the wax shell sand, the water is full of liquid steel prior to wax
Molding space until completely filled, including the middle part of the die.
12, the stainless steel due to dissolution of the boiler will be mixed into the material of different composition, the percentage of the plant material to be detected. Then according to
Desired proportions were modified release, e.g., those aspects of the elements increase, achieve the desired effect.
13, after water cooling and solidification of liquid steel, machine tools or manpower to aid the outermost shell sand crack, exposing the solid
Stainless steel products is the shape of the original wax model, which is required for the final blank. Then cut one by one, and then by separating coarse grinding becomes a single blank
14, the blank test: the surface blisters, porosity argon arc welding blanks must be serious when the waste after cleaning re-melted. 15, cleaning the blank: passed the test must be rough cleaning process.
16, for additional processing step, until the finished product. |







.gif)
.gif)